جوش آرگون و جوش CO2 دو فرآیند جوشکاری رایج هستند ، به ویژه در صنعت فلزکاری. در حالی که هر دو فرآیند شامل همجوشی یا پیوند فلزات هستند، از جنبه های مختلفی متفاوت هستند. که در ادامه این مقاله تفاوت بین جوش آرگون و جوش CO2 را بررسی خواهیم کرد.
جوشکاری آرگون چیست ؟
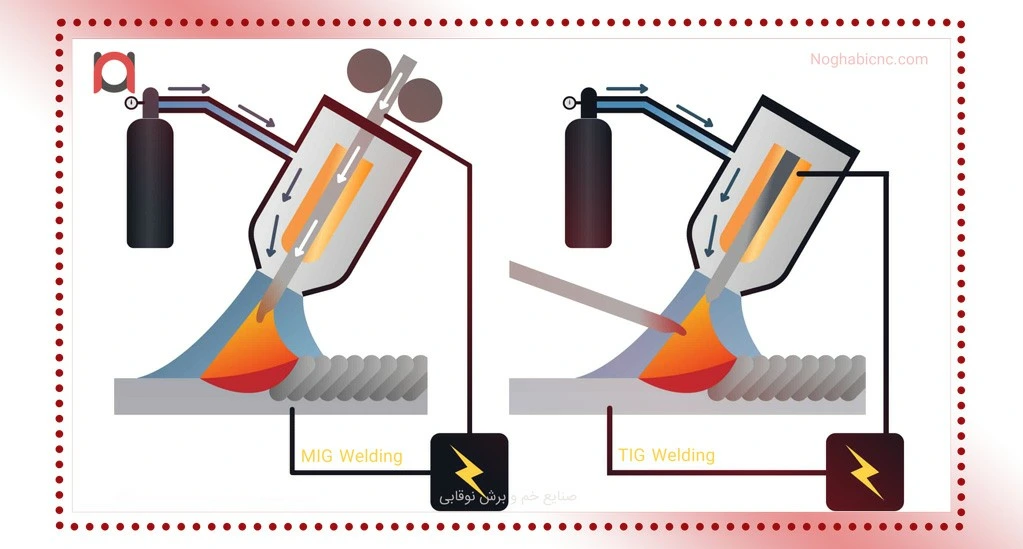
جوشکاری آرگون که به آن جوشکاری با گاز بی اثر تنگستن (TIG) نیز گفته می شود، فرآیندی است که از یک الکترود تنگستن غیر مصرفی برای ایجاد قوس بین الکترود و قطعه کار استفاده می کند. قوس فلز را به حالت مذاب گرم می کند و یک فلز پرکننده برای ذوب قطعات به یکدیگر اضافه می شود. گاز آرگون به عنوان گاز محافظ برای محافظت از جوش در برابر آلودگی جوی استفاده می شود. این فرآیند جوشکاری به دلیل تولید جوش های باکیفیت و دقیق که نیازی به اتمام پس از جوش ندارند، شناخته شده است.
کاربرد جوش آرگون
همانطور که بیان کردیم یکی از روش های پیشرفته در جوشکاری ذوبی، جوش آرگون می باشد. بنابراین باتوجه به قابلیت هایی که این مدل دارد. در صنایع مختلفی نیز کاربرد دارد که در ادامه به آنها اشاره می کنیم.
- • جوشکاری فلزات رنگین (آلومینیوم ، مس ، نیکل و ...)
- • صنایع کشتی سازی
- • صنایع هوا و فضا
- • صنایع پتروشیمی
- • صنایع نظامی
- • صنایع خودروسازی
- • جوشکاری صفحات نازک (کمتر از ۱ میلی متر)

مزایا و معایب جوش آرگون (TIG)
جوش آرگون یا همان تیگ یکی از روش های پیشرفته جوشکاری می باشد که به دلیل مزیت های بی شمار آن دارای طرفداران بسیاری می باشد در زیر به مزایا و معایب این روش جوشکاری پرداخته ایم.
مزایای جوش آرگون
- • جوشکاری تمیز و یک دست
- • به طور گسترده در صنایع مختلف از جمله خودروسازی، کشتی سازی و غیره استفاده می شود.
- • قابلیت جوشکاری طولانی مدت
- • جوشکاری رسوبی با کیفیت بالا
- • جوشکاری انواع فلزات با دقت و کیفیت بالا
- • مناسب برای اتصالات فلزی بسیار نازک و ظریف
- • نیاز به پاکسازی و تمیز کردن کم
- • جوشکاری برای کارهای ظریف و هنرمندانه
- • صفحات جوش صاف
- • امکان جوشکاری فلزات رنگی و ورق های نازک با دقت بالا
معایب جوش آرگون
- • گرمازدگی ناشی از کار برای مدت طولانی
- • حالت تهوع و خستگی ناشی از گرمازدگی
- • ایجاد گازهای سمی و مضر
- • وجود اشعه مادون قرمز
جوشکاری CO2 چیست؟
جوشکاری CO2، که به عنوان جوشکاری با گاز بی اثر فلز (MIG) نیز شناخته می شود، فرآیندی است که از یک الکترود سیم مصرفی برای ایجاد قوس بین الکترود و قطعه کار استفاده می کند. قوس فلز را به حالت مذاب گرم می کند و الکترود سیم ذوب می شود و به عنوان فلز پرکننده برای جوش دادن قطعات به یکدیگر استفاده می شود. مخلوطی از دی اکسید کربن و سایر گاز ها مانند آرگون و هلیوم به عنوان گاز محافظ برای محافظت از جوش در برابر آلودگی جوی استفاده می شود. جوشکاری CO2 به دلیل سرعت و کارایی خود شناخته شده است و آن را به انتخابی محبوب برای تولید با حجم بالا تبدیل می کند.
مزایا و معایب جوش CO2 (MIG)
این مدل جوشکاری باتوجه به اینکه در صنایع کاربرد و مزیت های بی شماری دارد. باعث شده است تا جوشکاران متقاعد شوند تا از این دستگاه استفاده نمایند. به کمک این دستگاه می توان انواع فلزات در آلیاژهای مختلف را جوش دهد. در زیر به مزایای جوش MIG پرداخته ایم.
مزایای جوش CO2
- • تغذیه سیم جوش به صورت مداوم
- • بدون نیاز به الکترود
- • مشاهده حوضچه مذاب و قوس الکتریکی
- • حذف یا کاهش سرباره
- • فلزات مغناطیسی و غیر مغناطیسی را به هم وصل می کند
- • سرعت بالا در فرآیند جوشکاری
معایب جوش CO2
- • هدر رفتن گاز
- • تجهیزات پیچیده و گران قیمت
- • احتمال آسیب پوستی ناشی از تشعشعات گازی
تفاوت های جوش آرگون و CO2
تفاوت اصلی بین جوش آرگون و جوش CO2 در نوع گاز مورد استفاده به عنوان گاز محافظ است. آرگون یک گاز بی اثر است که با عناصر دیگر واکنش نشان نمی دهد و آن را به گزینه ای عالی برای جوشکاری فلزات واکنش پذیر مانند آلومینیوم و تیتانیوم تبدیل می کند. از سوی دیگر، CO2 یک گاز واکنشی است که می تواند باعث اکسیداسیون و تخلخل در برخی فلزات مانند آلومینیوم شود.
تفاوت دیگر در نوع الکترود مورد استفاده است. در جوش آرگون از یک الکترود تنگستن غیر مصرفی استفاده می شود که در طول فرآیند جوشکاری ذوب و مصرف نمی شود. از طرف دیگر در جوشکاری CO2 از یک الکترود سیم مصرفی استفاده می شود که در طی فرآیند جوشکاری ذوب شده و مصرف می شود.
کلام آخر
در نتیجه، در حالی که هر دو جوش آرگون و جوش CO2 شامل همجوشی یا پیوند فلزات می شوند، از جنبه های مختلفی از جمله نوع گاز مورد استفاده به عنوان گاز محافظ و نوع الکترود مورد استفاده متفاوت هستند. جوش آرگون به دلیل تولید جوش های با کیفیت بالا و دقیق شناخته شده است، در حالی که جوشکاری CO2 به دلیل سرعت و کارایی خود شناخته شده است. انتخاب بین دو فرآیند به نوع فلز جوش داده شده، نتیجه مطلوب و شرایط جوش بستگی دارد.